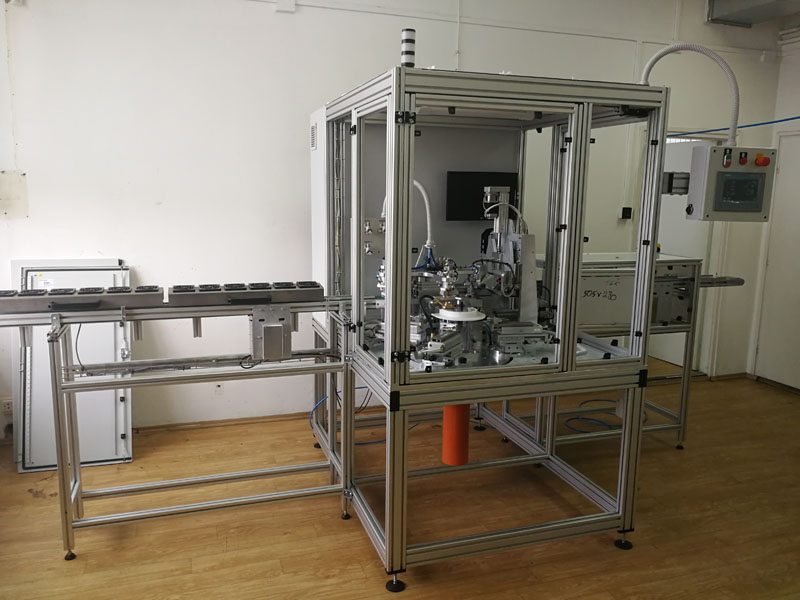
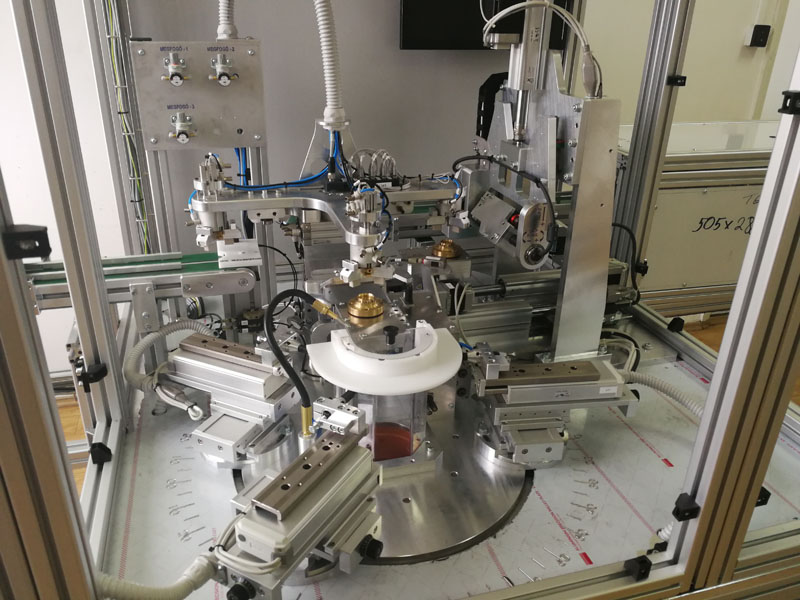
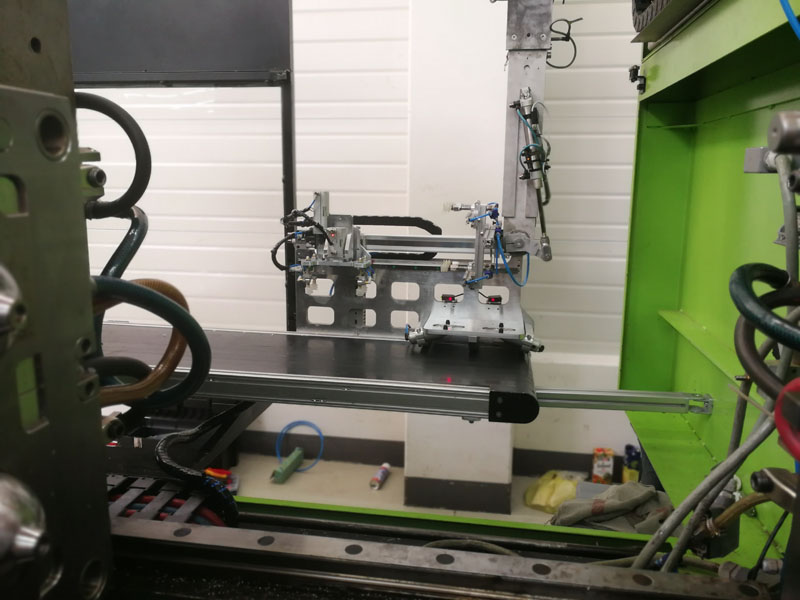
Siemens plc vezérlésű automata sorjázó állomás. Munkadarab be- kihordás szervo hajtású szállítószalagon történik, melynek sebessége százalékosan állítható. A munkadarab továbbítás párhuzammegfogó segítségével történik, melyeket pneumatikusan működtetett emelő és fordító hengerrel mozgatunk a szalagok és a fészkek között. A sorjázáshoz szükséges forgó mozgást egy szervóval hajtott orsó biztosítja. Erre történik a munkadarab automata behelyezése és kivétele. Az orsót a munka és a be- kirakási pozíció között egy pneumatikus munkahenger billenti. A sorja leszúrását 3db elektromos vezetett henger végzi, melyek külön-külön mechanikusan állíthatók, átszerelhetők. Működésük programból szabályozható. A leszúrást követően a darabot átrakjuk a vizsgáló fészekbe. A vizsgáló fészket egy elektromos szánegység mozgatja a berakási és a mérési pozíciók között. A vizsgálatot 2db 2D-s profil mérő szkenner végzi több lépcsőben. Az egyes vizsgálatok közötti átállásokat elektromos hengerek végzik. A vizsgálat kiértékelésének megfelelően megtörténik a darab leválogatása.
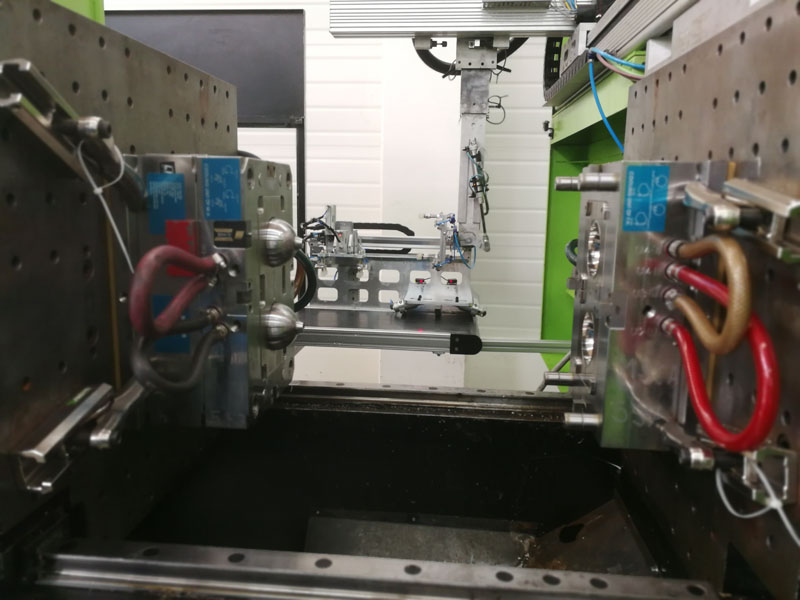
A fröccsöntés során keletkezet többletanyag automata eltávolítása. Az enguszvágó berendezés a kihordó szállítószalagra lett elhelyezve. A robot programozási korlátaiból adódóan a munkadarabot a robot a kivétel után a vágóra helyezi. Miután megtörténik a többletanyag eltávolítása a beintegrált vágó automatikusan kiveszi a fészekből a darabokat és a szalagra helyezi.
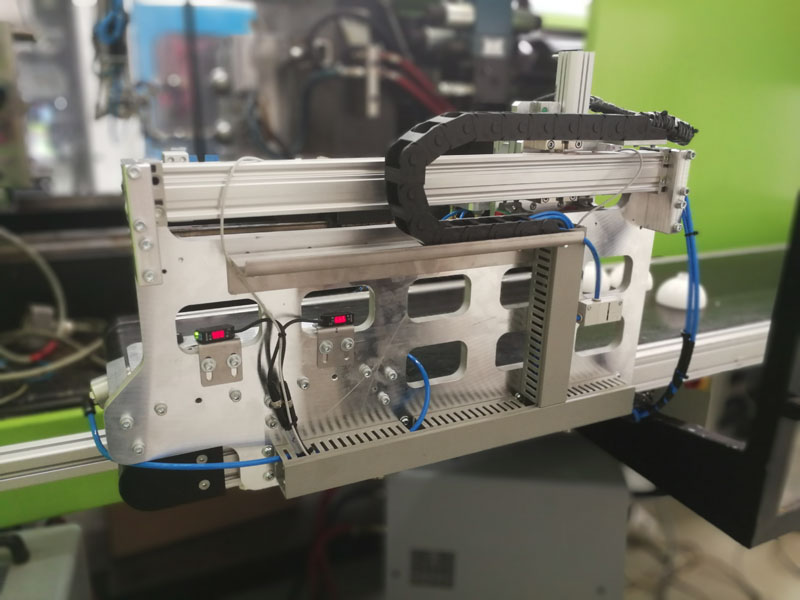
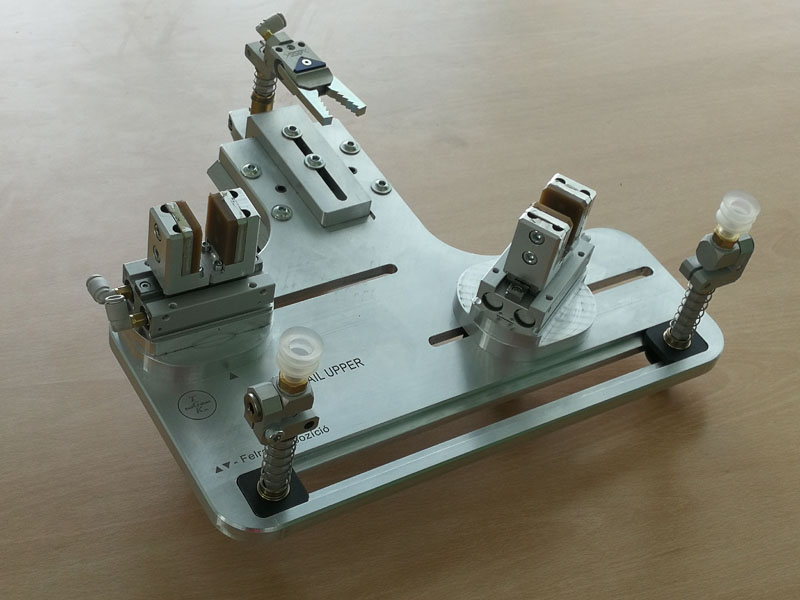
4db rugóztatott vákuumkoronggal és 1db engusz csipesszel szerelt fej, melyek külön-külön x-y irányban állíthatók egy-egy kézi rögzítő kar segítségével. Szerszám váltásnál gyors átállást tesz lehetővé az alkatrészek között.
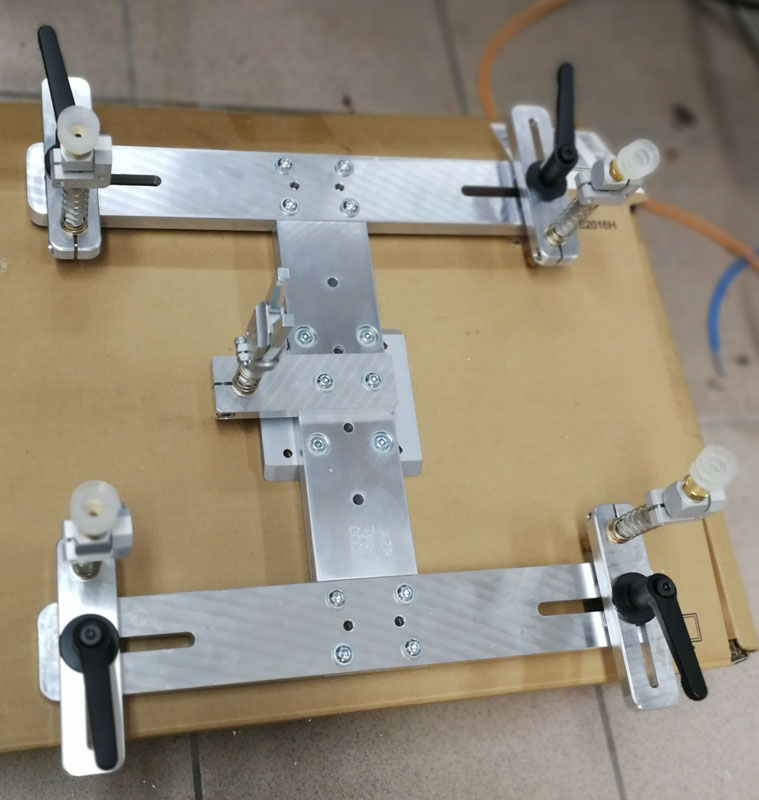
2db széles nyitású párhuzam megfogóval és 2db rugóztatott vákuum koronggal, valamint 1db engusz csipesszel szerelt fej szintén a gyors átállást teszi lehetővé különböző alakú alkatrészek között. A 2db rugóztatott vákuumkorong csak darab megtámasztásra szolgál, hogy a kész darabot a kilökő rudakon tartsa a darab megfogásáig. A párhuzam megfogók külön-külön oldal irányba állíthatók valamint saját tengelyük mentén szögben elfordítható, gyors rögzítése egy kézi rögzítő kar segítségével történik.

Pótalkatrészgyártás. Meglévő munkadarab tájoló leméretezése és legyártása.

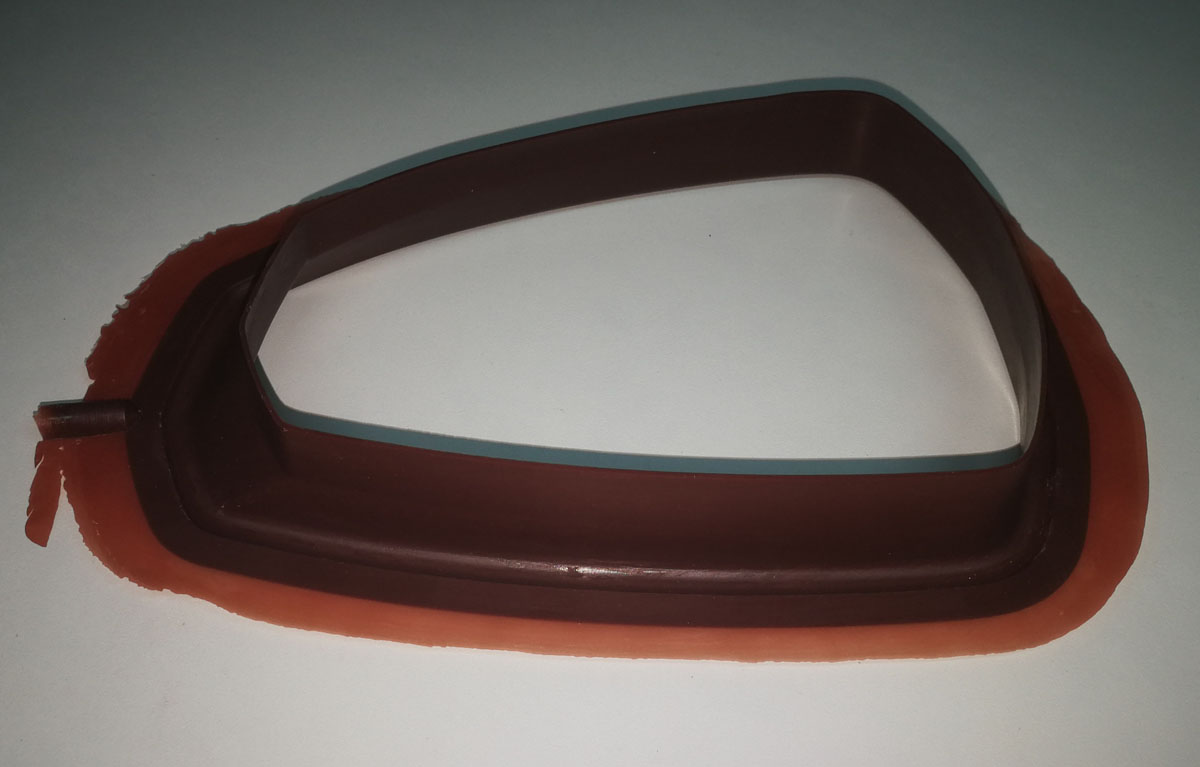
Műgyantából öntött különböző anyagminőségű szerelést könnyítő munkadarab védők sérülések elkerülésére.
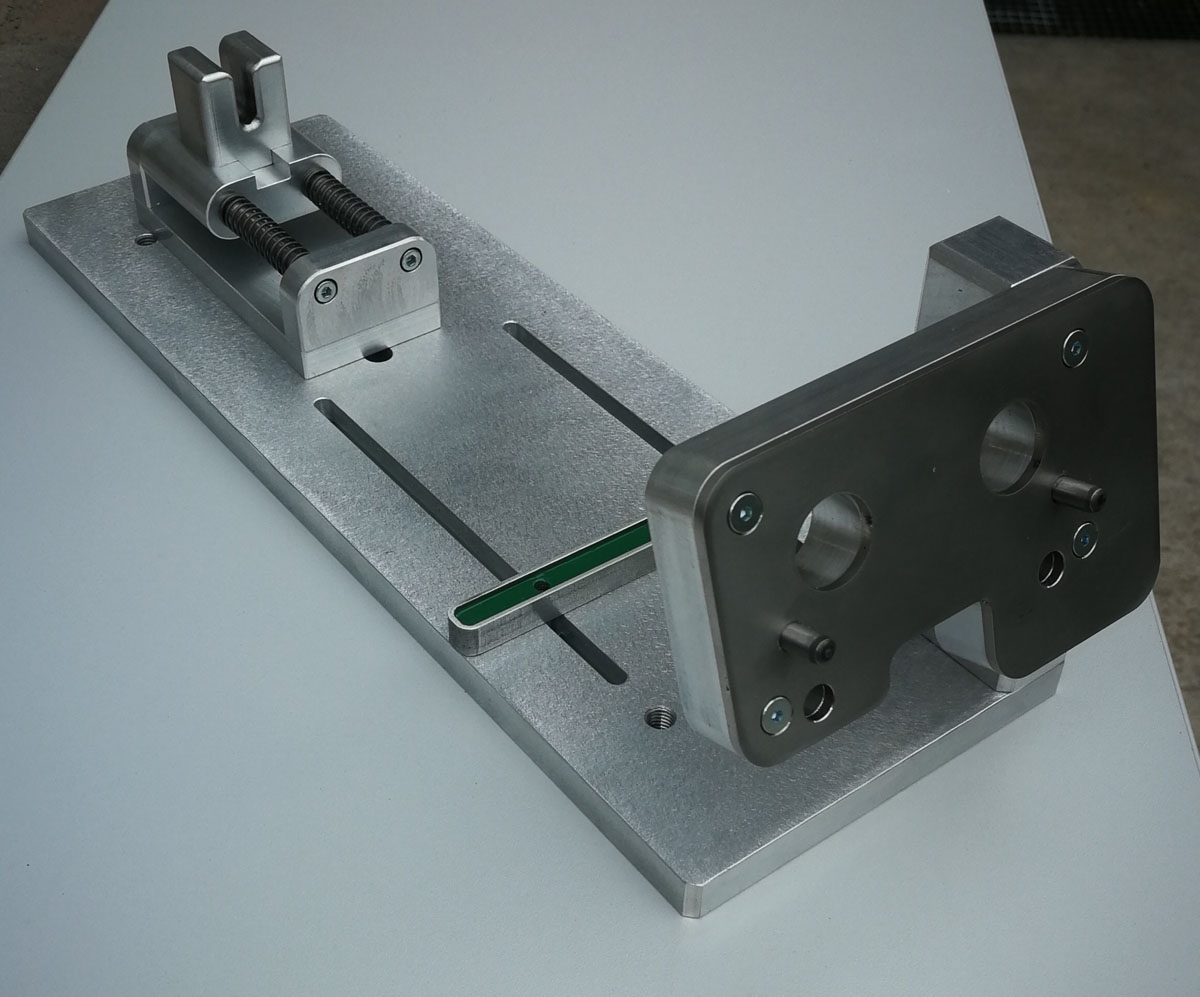
Beépített kábel hosszának és kábelre szerelt tömítő elem pozíciójának vizuális ellenőrzését segítő készülék.
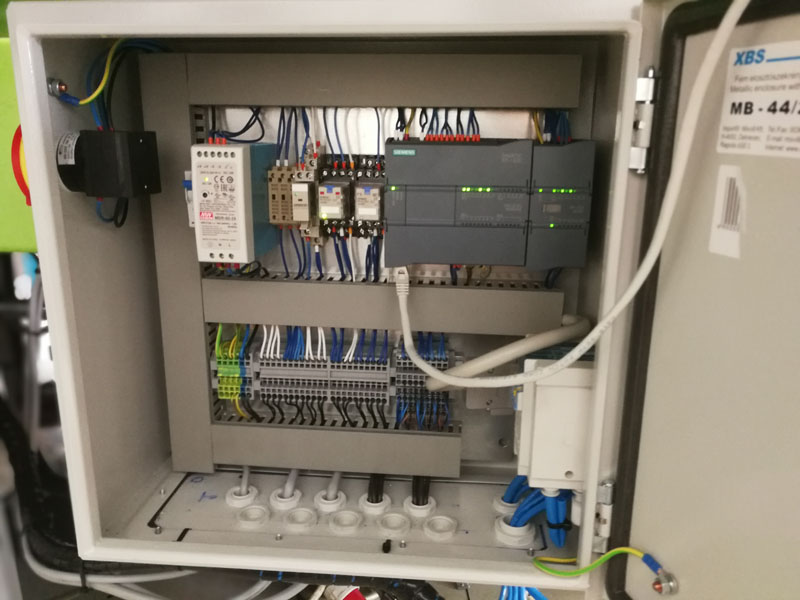
Alumínium profilos kerekes vázszerkezet, körbeburkolva alul porfestett lemezzel felül átlátszó polikarbonáttal. Munkadarab fészek: felfekvő felület szilikon gumi a megfelelő tömítés érdekében, edzett pozícionáló csapok a megfelelő tájolásért, 3db pneumatikusan működtetett leszorítóval és egy tömítő munkahengerrel. Asztal alatt egy vákuumszivattyúval a beépített rugó és membrán pozícióban tartásához. Fészek felett egy alumínium profilos vázszerkezetű prés vákuumos sapka rögzítéssel. Kamerás rendszer az alkatrész meglét lekérdezésre. Vezérlés Siemens plc. Működtetés: Kétkezes nyomógomb biztonsági kétkezes relével fényfüggönyös biztosítással.